


- 地址:
- 广东省广州市海珠区88号
- 邮箱:
- jn@youweb.com
- 手机:
- 18963564785
- 电话:
- 400-123-9687

一、管道元件的无损检测
1
管道用钢管的检测
埋地管道用管材包括无缝钢管和焊接钢管。对于无缝钢管,采用液浸法或接触法超声波检测主要来发现纵向缺陷。液浸法使用线聚焦或点聚焦探头,接触法使用与钢管表面吻合良好的斜探头或聚焦斜探头。所有类型的金属管材都可采用涡流方法来检测它们的表面和近表面缺陷。对于焊接钢管,焊缝采用射线抽查或100%检测,对于100%检测,通常采用X射线实时成像检测技术。
2
管道用螺栓件
对于直径>50 mm的钢螺栓件,需采用超声来检测螺栓杆内存在的冶金缺陷。超声检测采用单晶直探头或双晶直探头的纵波检测方法。
二、管道施工过程中的无损检测
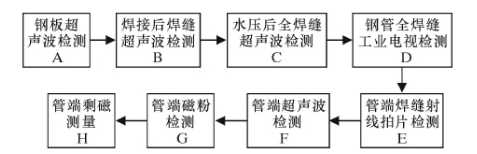 图1 大口径埋弧焊接钢管生产无损检测岗位配置
图1 大口径埋弧焊接钢管生产无损检测岗位配置
1
超声检测
全自动超声检测技术目前在国外已被大量应用于长输管线的环焊缝检测,与传统手动超声检测和射线检测相比,其在检测速度、缺陷定量准确性、减少环境污染和降低作业强度等方面有着明显的优越性。
全自动超声波现场检测时情况复杂,尤其是轨道位置安放的精确度、试块的校准效果、现场扫查温度等因素会对检测结果产生强烈的影响,因此对检测结果的评判需要对多方面情况进行综合考虑,收集各种信息,才能减少失误。
2
射线检测
射线检测一般使用X射线周向曝光机或γ射线源,用管道内爬行器将射线源送入管道内部环焊缝的位置,从外部采用胶片一次曝光,但胶片处理和评价需要较长的时间,往往影响管道施工的进度,因此,近年来国内外均开发出专门用于管道环焊缝检测的X射线实时成像检测设备。
图2 管道环焊缝自动扫描X射线实时成像系统
3
磁粉检测
磁粉检测适用于检测铁磁性材料表面和近表面的缺陷,因此对于奥氏体不锈钢和有色金属等非铁磁性材料不能用磁粉检测的方法进行探伤。由于马氏体不锈钢、沉淀硬化不锈钢具有磁性,因此可以进行磁粉检测。磁粉检测可以发现表面和近表面的裂纹、夹杂、气孔、未熔合、未焊透等缺陷,但难以发现表面浅而宽的凹坑、埋藏较深的缺陷及与工件表面夹角极小的分层。
三、钢质管道管体无损检测技术
1
弹性波检测
弹性波检测是利用管道泄漏引起的管道内压力波的变化来进行诊断定位,一般可分为声波、负压力波和压力波三种。其主要工作原理是利用安置好的传感器来检测管道泄漏时产生的弹性波并进行探测定位。这种技术的关键是区分正常操作时和发生泄漏时的弹性波。目前有两种方法,一种是利用硬件电路的延时来进行信号过滤,另一种是结合结构模式识别和神经网络来区分正常操作时和发生事故时产生的不同波形,从而更好地监测管道的运行。
2
漏磁通检测
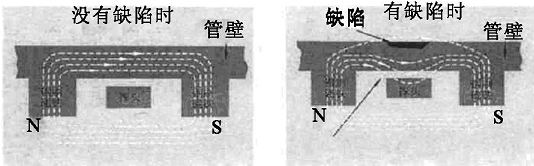 图3 漏磁检测原理
图3 漏磁检测原理 图4 漏磁检测流程图
图4 漏磁检测流程图易于实现自动化,较高的检测可靠性;
可以实现缺陷的初步量化;
在管道检测中,厚度达到30 mm的壁厚范围内,可同时检测内外壁缺陷;
高效、无污染、自动化的检测可以获得很高的检测效率。
漏磁检测技术的局限性:
只适用于铁磁材料;
检测灵敏度低;
缺陷的量化粗略;
受被检测工件的形状限制,由于采用传感器检测漏磁通,漏磁场方法不适合检测形状复杂的试件;
漏磁检测不适合开裂很窄的裂纹,尤其是闭合型裂纹;
不
能对缺陷的类型或者缺陷的严重程度直接作定量性的分析。
3
超声检测
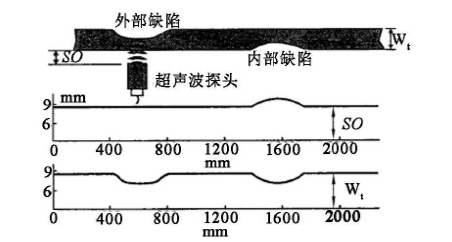 图5 超声波检测原理图
图5 超声波检测原理图检测速度快,检测成本低; 检测厚度大,灵敏度高; 缺陷定位较准确; 对细微的密闭裂纹类缺陷灵敏度高。
超声波检测的缺点:
(1) 由于受超声波波长的限制,该检测法对薄管壁的检测精度较低,只适合厚管壁,同时对管内的介质要求较高;
(2) 当缺陷不规则时,将出现多次反射回波,从而对信号的识别和缺陷的定位提出了较高要求;
4
电磁超声检测
与传统压电超声换能器相比,EMAT的优点主要有:
非接触检测,不需要耦合剂;
可产生多种模式的波,适合做表面缺陷检测;
适合高温检测;
对被探工件表面质量要求不高;
在实现同样功能的前提下,EMAT探伤设备所用的通道数和探头数都少于压电超声;
发现自然缺陷的能力强,对不同的入射角有明显的端角反射,对表面裂纹检测灵敏度较高。
EMAT的换能效率要比传统压电换能器低20~40 dB;
探头与试件距离应尽可能小;
EMAT仅能应用于具有良好导电性能的材料中。
5
涡流检测
涡流检测技术的优点:
检测速度高,检测成本低,操作简便;
探头与被检工件可以不接触,不需要耦合介质;
检测时可以同时得到电信号直接输出指示的结果,也可以实现屏幕显示;
能实现高速自动化检测,并可实现永久性记录。
只适用于导电材料,难以用于形状复杂的试件;
只能检测材料或工件的表面、近表面缺陷;
检测结果不直观,还难以判别缺陷的种类、性质以及形状、尺寸等;
检测时受干扰影响的因素较多,易产生伪显示。
6
激光检测
但是激光检测方法只能检测物体表面,要全面掌握被测对象的情况,必须结合多种无损检测方法,取长补短。
7
管道机器人检测
管道机器人是一种可在管道内行走的机械,可以携带一种或多种传感器,在操作人员的远端控制下进行一系列的管道检测维修作业,是一种理想的管道自动化检测装置。一个完整的管道检测机器人应当包括移动载体、视觉系统、信号传送系统、动力系统和控制系统。
四、管道外覆盖层检测技术
1
PCM检测法
但PCM法对较近的多条管道难以分辨,在管道交叉、拐点处及存在交流电干扰时,测得数据误差大。
2
DCVG检测技术
3
Pearson检测法
Pearson检测法(皮尔逊检漏法)的原理是对管道施加交流信号,此信号会通过管道防腐层的破损点处流失到土壤中,因此距离破损点越远,电流密度越小,破损点的上方地表形成一个交流电压梯度。检测过程中,两位测试员相距3~6 m,脚穿铁钉鞋或手握探针,将各探测的电压信号发回接收装置,信号经滤波、放大,即能得到检测结果。
Pearson检测法是目前国内最常用的检测技术,其优点是:
(1) 有较成熟的使用经验,并且检测速度较快,能沿线检测防腐层破损点和金属物体;
(2) 能识别破损点大小,还能测到微小漏点,长输管道的检测与运行维护中有良好的使用反馈。
Pearson检测法的不足之处在于:
整个检测过程需步行;
不能指明缺陷的损坏程度;
对操作者的技能要求高;
在水泥或沥青地面上检测接地困难。
4
标准管/地电位测试法
目前,地面测量管道保护电位的通用方法就是标准管/地电位测试法,其优点是无需开挖管道、现场取得数据容易、检测速度快(每天10~50 km)。一般情况下,每隔1 km左右设一个测试桩,所以这种方法只能总体评估这一管段的防腐层,不能详细地评价防腐层缺陷,不能确定防腐层的缺陷位置以及缺陷的分布情况。故此方法不适合用于无阴极保护或测试桩的管道。
本文由江南·(中国)体育官方网站-JN SPORTS提供
